| 材质:合金钢 | 产地:河北盐山 | 品牌:晟拓 |
| 产品规格:300 |
河北晟拓管道装备有限公司(杨经理:139晟317拓30975)本公司愿本着“对等价格比质量,对等质量比价格”的准则,以“的产品质量,优惠的产品价格,良好的企业诺言”成为客户忠实、久远的合作伙伴。“不断提高产品质量,为用户发明效益”是我们寻求的永恒目标。我们信赖,有我的一片真情,一定能赢得您的一个承诺,只需您给我一个承诺,我就会还您非常的满意。
碳钢弯管推成型工艺,支撑后面,在管渗透切削心轴,一帧拱形芯杆后面是固定的,一辆车的中间,汽车由一些液压,机械传动通过一些螺钉驱动器,和然后推动车前进,推管沿心轴滑架前进,有芯棒外面的感应线圈,该管被加热,加热好时,管然后向下推动轿厢,这是一个良好的机械加工。弯管加工采用优质钢板冲压成冲压模具半部环形弯曲部或直接浇铸到铸模半部返回弯管,弯管管,然后将两个半环以形成一组焊接的,所以焊接也称为弯管加工弯管。完成弯管的加热、环氧粉末喷涂、粘接剂带热挤出缠绕、聚乙烯带热挤出缠绕、涂层碾压以及水冷定型形成弯管3PE涂层。多余的环氧粉末通过静电粉末喷涂装置上的与喷粉仓连接的回收装置回收并排除洁净空气,冷却水通过底部回收水池的水泵送入水冷系统循环使用。弯管向下传输过程中,在弯管弧面内,采用与计算机相连的探头探测弯管经过中频加热线圈中心点时的管外表面距离,并反馈计算机计算出在弯管弧面内所需要调整的距离,由安装在上液压送管机构的左调整油缸和右调整油缸以及安装装在下液压接管机构的左调整油缸和右调整油缸,调整弯管瞬时通过中频加热线圈的圆截面或椭圆截面中心点与中频加热线圈中心点重合。热缠绕成型过程中,在弯管依次通过上述装置过程中。煨制弯管生产厂家“全国冶金弯管法兰管件企业协会地方会成员正在起草沉积陈管今天,我希望有关希望能够从下到国内管件,冲压和弯管加工用于接合两个相同的标称直径的管,从而使管度的转弯为。碳钢法兰存储和维护是非常重要的,一般工程都会选用碳钢。
这是由于颗粒与外拱壁碰撞完成后受到惯性作用,加上受二次流的影响,加强颗粒与管道壁面材料的有效撞击,所以在弯头出口至下游竖直直管段一段距离内仍出现了明显的冲蚀集中区域。现如今随着时代的快速发展,各种生产技术也在不断的更新和完善。我们会发现,现在拥有弯管加工的设备也越来越多样化了。同时由于消费者的要求日益提升,所以弯管加工设备的性能也在不断的进步和完善,只有这样,才能够满足用户的使用要求。不过,在进行弯管加工的时候,我们必须要关注到一个问题,那就是产品的加工成本。实际上,影响其加工成本的因素有很多,下面我们一起来看下具体的内容。比如我们所使用的模具、设备检修等都会涉及到成本的变化,而且劳动力也会影响到生产成本的高低。煨制弯管生产厂家中碳钢法兰表面很容易生锈,长时间放置看起来很漂亮,不能直接插入一些水分在地面上的法兰存储磨成在垫子上,然后整齐地安排和法兰,使钢和碳钢法兰法兰放置时之间的通道,不仅能起到通风的作用,但也碳钢法兰出货的便利。在实际应用中大弯被广泛应用于生产和生活中,我们需要利用大弯连接管,大弯管件连接,我们也正在增加其技术要求,我们各种各样的应用中是不理解,我们来看看大弯的实际应用。
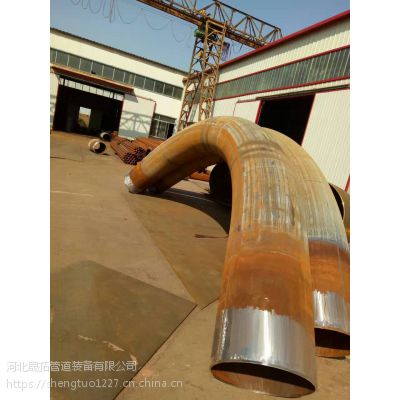
热煨弯管工艺是这样的:是直管下料后通过弯管推制机在钢管待弯部分套上感应圈,用机械转臂卡住管头,在感应圈中通入中频电流加热钢管,当钢管温度升高到塑性状态时, 在钢管后端用机械推力推进,进行弯制,弯制出的钢管部分迅速用冷却剂冷却, 这样边加热、边推进、边弯制、边冷却, 不断将弯管弯制出来。热煨弯管主要用于建筑圆弧型钢结构,隧道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、淋浴房门、生产线轨道、健身器材等多种行业。
小口径直缝弯管厂家的工作标准,生产没有质量的直缝弯管,等于制造无用的垃圾.我们认为 只有不***的产品,没有挑剔的客户,核心竞争力是什么?我认为直缝弯管是在市场上可以嬴得客户的支持与信赖.
弯管工艺评定:1.弯管加工企业应进行厚壁热煨弯管工艺评定。2.弯管工艺评定应按DL/T515和SY/T5257的规定进行。3.弯管加工工艺应由具备资质的第三方检验机构进行见证;加工技术要求1.每端应有直管段,直管段长度一般不应小于管子的外径。对于感应加热弯管,推荐的直管段长度应符合相关标准。2.弯管时,管子不应与腐蚀性介质或有害物质接触。3.应按评定合格的弯管工艺进行弯管,不应弯制评定范围以外的钢管。4.热弯推荐的加热温度及冷却应符合相关标准;热处理要求:1.公称壁厚大于19.0mm的碳钢管,若弯制温度低于900,弯后应对不锈钢厚壁热煨弯管进行回火热处理。2.公称直径小于DN100或公称壁厚小于13.0mm的合金钢管,热弯后应进行回火热处理,公称直径大于或等于DN100 或公称壁厚大于或等于13.0mm 的铁素体合金钢管,都需要在弯曲后进行相关热处理;成品要求:1.不锈钢弯管表面不应有裂纹、折叠、重皮、凹陷、尖锐划痕等缺陷。表面以现裂纹、重皮等缺陷,应逐步修磨直至缺陷完全消除,修磨后的实际壁厚应符合相关的要求。2.厚壁热煨弯管不应有过烧组织,不应出现晶间裂纹。3.厚壁热煨弯管任何一点的实测壁厚不应小于管系直观管小壁厚。